
Page 582 - IJB-10-3
P. 582
International Journal of Bioprinting 4D printing & simulation for biomedicine
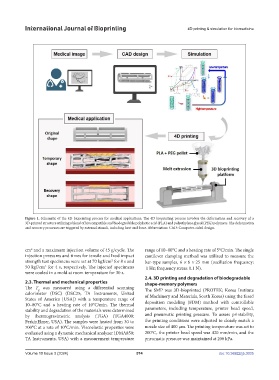
Figure 1. Schematic of the 4D bioprinting process for medical applications. The 4D bioprinting process involves the deformation and recovery of a
3D-printed structure utilizing a blend of biocompatible and biodegradable polylactic acid (PLA) and polyethylene glycol (PEG) polymers. The deformation
and recovery processes are triggered by external stimuli, including heat and force. Abbreviation: CAD: Computer-aided design.
2
cm and a maximum injection volume of 45 g/cycle. The range of 10–80°C and a heating rate of 5°C/min. The single
injection pressures and times for tensile and Izod impact cantilever clamping method was utilized to measure the
2
strength test specimens were set at 70 kgf/cm for 8 s and bar-type samples, 6 × 6 × 25 mm (oscillation frequency:
50 kgf/cm for 4 s, respectively. The injected specimens 1 Hz; frequency stress: 0.1 N).
2
were cooled in a mold at room temperature for 30 s.
2.4. 3D printing and degradation of biodegradable
2.3. Thermal and mechanical properties shape-memory polymers
The T was measured using a differential scanning The SMP was 3D-bioprinted (PROTEK; Korea Institute
g
calorimeter (DSC) (DSC25; TA Instruments, United of Machinery and Materials, South Korea) using the fused
States of America [USA]) with a temperature range of
10–80°C and a heating rate of 10°C/min. The thermal deposition modeling (FDM) method with controllable
stability and degradation of the materials were determined parameters, including temperature, printer head speed,
by thermogravimetric analysis (TGA) (TGA4000; and pneumatic printing pressure. To assess printability,
PerkinElmer, USA). The samples were heated from 30 to the printing conditions were adjusted to closely match a
700°C at a rate of 10°C/min. Viscoelastic properties were nozzle size of 400 µm. The printing temperature was set to
evaluated using a dynamic mechanical analyzer (DMA850; 200°C, the printer head speed was 420 mm/min, and the
TA Instruments, USA) with a measurement temperature pneumatic pressure was maintained at 200 kPa.
Volume 10 Issue 3 (2024) 574 doi: 10.36922/ijb.3035