
Page 29 - MSAM-2-1
P. 29
Materials Science in Additive Manufacturing Fast fiber orientation optimization
Figure 7. Distribution of the principal directions. Left: Tensile stress. Right: Compressive stress.
sets of printed parts were tested and then compared. The A
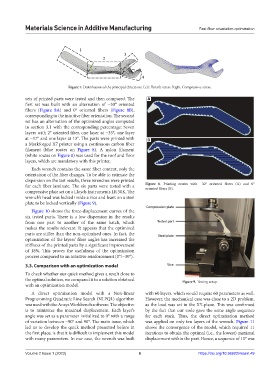
first set was built with an alternation of −30° oriented
fibers (Figure 8A) and 0° oriented fibers (Figure 8B),
corresponding to the intuitive fiber orientation. The second
set has an alternation of the optimized angles computed
in section 3.1 with the corresponding percentage: Seven
layers with 2° oriented fiber, one layer at −33°, one layer
at −17° and one layer at 13°. The parts were printed with B
a Markforged X7 printer using a continuous carbon fiber
filament (blue routes on Figure 8). A nylon filament
(white routes on Figure 8) was used for the roof and floor
layers, which are mandatory with this printer.
Each wrench contains the same fiber content, only the
orientation of the fiber changes. To be able to estimate the
dispersion on the test results, three wrenches were printed
for each fiber laminate. The six parts were tested with a Figure 8. Printing routes with −30° oriented fibers (A) and 0°
oriented fibers (B).
compressive plate set on a Lloyds Instruments LR 50K. The
wrench’s head was locked inside a vice and leant on a steel
plate to be locked vertically (Figure 9).
Figure 10 shows the force-displacement curves of the
six tested parts. There is a low dispersion in the results
from one part to another of the same batch, which
makes the results relevant. It appears that the optimized
parts are stiffer than the non-optimized ones. In fact, the
optimization of the layers’ fiber angles has increased the
stiffness of the printed parts by a significant improvement
of 18%. This proves the usefulness of the optimization
process compared to an intuitive reinforcement (0°/−30°).
3.3. Comparison with an optimization model
To check whether our quick method gives a result close to
the optimal solution, we compared it to a solution obtained Figure 9. Testing setup.
with an optimization model.
A direct optimization model with a Non-linear with 60 layers, which would require 60 parameters as well.
Programming Quadratic Line Search (NLPQL) algorithm However, the mechanical case was close to a 2D problem,
was used with the Ansys Workbench software. The objective as the load was set in the XY-plane. This was confirmed
is to minimize the maximal displacement. Each layer’s by the fact that our code gave the same angle sequence
angle was set as a parameter initialized to 0° with a range for each stack. Thus, the direct optimization method
of variation between −90° and 90°. The main issue, which was applied on only ten layers of the wrench. Figure 11
led us to develop the quick method presented before in shows the convergence of the model, which required 11
the first place, is that it is difficult to implement this model iterations to obtain the optimal (i.e., the lowest) maximal
with many parameters. In our case, the wrench was built displacement within the part. Hence, a sequence of 10° was
Volume 2 Issue 1 (2023) 6 https://doi.org/10.36922/msam.49