
Page 60 - ESAM-1-1
P. 60
Engineering Science in
Additive Manufacturing Additive manufacturing of EH36 steels
Table 5. Comparison between state‑of‑the‑art AM techniques for the fabrication of EH36 steel
AM Critical characteristics Advantages Limitations
PBF-LB High precision, small melt Produces complex geometries with excellent High residual stresses; small
pools, fine microstructure surface finish and dimensional accuracy; build volume; stringent powder
refined microstructures requirements
DED-LB Moderate precision, large Efficient for medium-to-large components; Moderate residual stresses; coarser
melt pools, versatile feedstock flexible feedstock usage; high deposition microstructures
options efficiency
DED-Arc Low precision, very large Highly scalable; cost-effective for large Low surface quality; significant
melt pools, continuous wire structures; rapid production rates anisotropy; requires careful thermal
feedstock management
Abbreviations: AM: Additive manufacturing; DED-Arc: Direct energy deposition using electric arc; DED-LB: Direct energy deposition using laser
beam; PBF-LB: Powder bed fusion using laser beam.
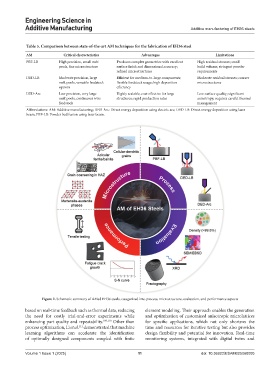
Figure 2. Schematic summary of AMed EH36 steels, categorized into process, microstructure, evaluation, and performance aspects
based on real-time feedback such as thermal data, reducing element modeling. Their approach enables the generation
the need for costly trial-and-error experiments while and optimization of customized anisotropic microlattices
enhancing part quality and repeatability. 109,110 Other than for specific applications, which not only shortens the
process optimization, Li et al. demonstrated that machine time and resources for iterative testing but also provides
111
learning algorithms can accelerate the identification design flexibility and potential for innovation. Real-time
of optimally designed components coupled with finite monitoring systems, integrated with digital twins and
Volume 1 Issue 1 (2025) 11 doi: 10.36922/ESAM025060005