
Page 89 - MSAM-3-1
P. 89
Materials Science in Additive Manufacturing Bioactive hydrogels for 3D bioprinting
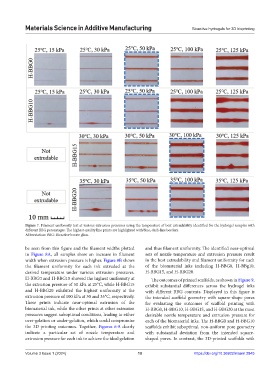
Figure 7. Filament uniformity test at various extrusion pressures using the temperature of best extrudability identified for the hydrogel samples with
different BBG percentages. The highest-quality line prints are highlighted with blue, dash-line borders.
Abbreviation: BBG: Bioactive borate glass.
be seen from this figure and the filament widths plotted and thus filament uniformity. The identified near-optimal
in Figure 8A, all samples show an increase in filament sets of nozzle temperature and extrusion pressure result
width when extrusion pressure is higher. Figure 8B shows in the best extrudability and filament uniformity for each
the filament uniformity for each ink extruded at the of the biomaterial inks including H-BBG0, H-BBg10,
desired temperature under various extrusion pressures. H-BBG15, and H-BBG20.
H-BBG0 and H-BBG10 showed the highest uniformity at The outcomes of printed scaffolds, as shown in Figure 9,
the extrusion pressure of 50 kPa at 25°C, while H-BBG15 exhibit substantial differences across the hydrogel inks
and H-BBG20 exhibited the highest uniformity at the with different BBG contents. Displayed in this figure is
extrusion pressure of 100 kPa at 30 and 35°C, respectively. the intended scaffold geometry with square-shape pores
These prints indicate near-optimal extrusion of the for evaluating the outcomes of scaffold printing with
biomaterial ink, while the other prints at other extrusion H-BBG0, H-BBG10, H-BBG15, and H-BBG20 at the most
pressures suggest suboptimal conditions, leading to either desirable nozzle temperature and extrusion pressure for
over-gelation or under-gelation, which could compromise each of the biomaterial inks. The H-BBG0 and H-BBG10
the 3D printing outcomes. Together, Figures 6-8 clearly scaffolds exhibit suboptimal, non-uniform pore geometry
indicate a particular set of nozzle temperature and with substantial deviation from the intended square-
extrusion pressure for each ink to achieve the ideal gelation shaped pores. In contrast, the 3D-printed scaffolds with
Volume 3 Issue 1 (2024) 10 https://doi.org/10.36922/msam.2845