
Page 86 - MSAM-4-2
P. 86
Materials Science in Additive Manufacturing Quality of a 3D-printed steel part
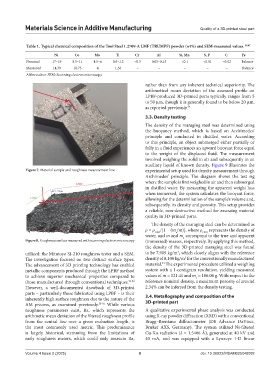
Table 1. Typical chemical composition of the Tool Steel 1.2709‑A LMF (TRUMPF) powder (wt%) and SEM‑measured values. 38,47
Ni Co Mo Ti Cr Al Si, Mn S, P C Fe
Nominal 17–19 8.5–11 4.5–6 0.6–1.2 <0.5 0.05–0.15 <0.1 <0.01 <0.02 balance
Measured 14.39 10.73 4 1.36 − − − − − Balance
Abbreviation: SEM: Scanning electron microscopy.
rather than from any inherent technical superiority. The
arithmetical mean deviation of the assessed profile on
LPBF-produced 3D-printed parts typically ranges from 5
to 50 μm, though it is generally found to be below 20 μm,
as reported previously. 54
3.3. Density testing
The density of the maraging steel was determined using
the buoyancy method, which is based on Archimedes’
principle and conducted in distilled water. According
to this principle, an object submerged either partially or
fully in a fluid experiences an upward buoyant force equal
to the weight of the displaced fluid. The measurement
involved weighing the solid in air and subsequently in an
auxiliary liquid of known density. Figure 9 illustrates the
Figure 7. Material sample and roughness measurement line experimental setup used for density measurement through
Archimedes’ principle. The diagram shows the test rig
where the sample is first weighed in air and then submerged
in distilled water. By measuring the apparent weight loss
when immersed, the system calculates the buoyant force,
allowing for the determination of the sample’s volume and,
subsequently, its density and porosity. This setup provides
a reliable, non-destructive method for assessing material
quality in 3D-printed parts.
The density of the maraging steel can be determined as
ρ = ρ H2O /[1 − (m /m)], where ρ H2O represents the density of
a
water, and m and m correspond to the true and apparent
a
Figure 8. Roughness surface measured with scanning electron microscopy (immersed) masses, respectively. By applying this method,
the density of the 3D-printed maraging steel was found
3
utilized: the Mitutoyo SJ-210 roughness tester and a SEM. to be 7,909 kg/m , which closely aligns with the reference
3
The investigation focused on two distinct surface types. density of 8,100 kg/m for the conventionally manufactured
44
The advancement of 3D printing technology has enabled material. The experimental procedure utilized a weighing
metallic components produced through the LPBF method system with a 1-centigram resolution, yielding measured
to achieve superior mechanical properties compared to values of m = 121.41 and m = 106.06 g. With respect to the
a
those manufactured through conventional techniques. 51,52 reference nominal density, a maximum porosity of around
However, a well-documented drawback of 3D-printed 2.34% can be inferred from the density testing.
parts – particularly those fabricated using LPBF – is their 3.4. Metallography and composition of the
inherently high surface roughness due to the nature of the 3D-printed part
AM process, as examined previously. 53-56 While various
roughness parameters exist, Ra, which represents the A qualitative experimental phase analysis was conducted
arithmetic mean deviation of the filtered roughness profile using X-ray powder diffraction (XRD) with a conventional
from the central line over a given evaluation length, is Bragg–Brentano diffractometer (D8 Advance DaVinci,
the most commonly used metric. This predominance Bruker AXS, Germany). The system utilized Ni-filtered
is largely historical, stemming from the limitations of Cu-Kα radiation (λ = 1.5406 Å), generated at 40 kV and
early roughness meters, which could only measure Ra, 40 mA, and was equipped with a Lynxeye 1-D linear
Volume 4 Issue 2 (2025) 8 doi: 10.36922/MSAM025040002