
Page 175 - IJB-8-4
P. 175
Chen, et al.
Table 2. Errors of five random samples between the design parameter and the actual measurement after printing
Random sample Suture Bone Pitch (anchor Pitch (taper Anchor Anchor
hole growth hole body) head) Length diameter
Design value (mm) 0.800 0.600 2.10 1.05 16.00 5.50
RS1 0.792 0.638 2.14 1.00 15.96 5.79
RS2 0.783 0.629 2.21 1.07 15.92 5.73
RS3 0.788 0.626 2.05 1.02 15.91 5.75
RS4 0.792 0.653 2.21 1.01 15.94 5.69
RS5 0.783 0.622 2.07 1.05 15.89 5.72
Ave 0.7876 0.6336 2.136 1.03 15.924 5.736
Std 0.0045 0.0123 0.075 0.0291 0.0270 0.0371
Err (%) 1.55 5.6 1.7 1.9 0.5 4.3
A A B
B C
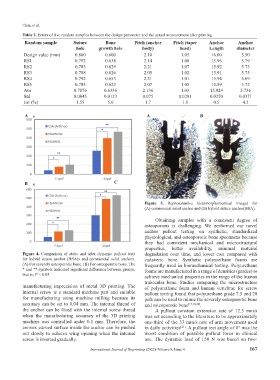
Figure 5. Representative histomorphometrical images for
(A) commercial solid anchor and (B) hybrid suture anchor(HSA).
Obtaining samples with a consistent degree of
osteoporosis is challenging. We performed our novel
anchor pullout testing on synthetic, standardized
physiological, and osteoporotic bone specimens because
they had consistent mechanical and microstructural
properties, better availability, minimal material
Figure 4. Comparison of static and after dynamic pullout tests degradation over time, and lower cost compared with
for hybrid suture anchor (HSA)s and commercial solid anchors. cadaveric bone. Synthetic polyurethane foams are
(A) For severely osteoporotic bone. (B) For osteoporotic bone. The frequently used in biomechanical testing. Polyurethane
* and ** symbols indicated significant difference between groups, foams are manufactured in a range of densities (grades) to
that is, P < 0.05.
achieve mechanical properties in the range of the human
trabecular bone. Studies comparing the microstructure
manufacturing imprecision of metal 3D printing. The of polyurethane foam and human vertebrae for screw
internal screw is a standard machine part and suitable pullout testing found that polyurethane grade 7.5 and 20
for manufacturing using machine milling because its pcfs can be used to mimic the severely osteoporotic bone
accuracy can be set to 0.04 mm. The internal thread of and osteoporotic bone [17,18,20] .
the anchor can be fitted with the internal screw thread A pullout constant extension rate of 12.5 mm/s
when the manufacturing accuracy of the 3D printing was set according to the literature to be approximately
machine was controlled under 0.1 mm. Therefore, the one-third of the 33 mm/s rate of arm movement used
convex curved surface inside the anchor can be pushed in daily activities [21] . A pullout test angle of 0° was the
out slowly to achieve wing opening when the internal worst condition of possible pullout force in clinical
screw is inserted gradually. use. The dynamic load of 150 N was based on two-
International Journal of Bioprinting (2022)–Volume 8, Issue 4 167