
Page 41 - ESAM-1-4
P. 41
Engineering Science in
Additive Manufacturing Machine learning for biomedical metal AM
A
B
C
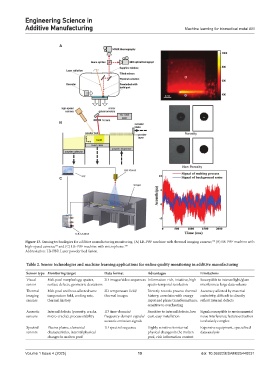
Figure 13. Sensing technologies for additive manufacturing monitoring. (A) LB-PBF machine with thermal imaging camera; (B) LB-PBF machine with
128
high-speed camera; and (C) LB-PBF machine with microphone. 138
132
Abbreviation: LB-PBF: Laser powder bed fusion.
Table 2. Sensor technologies and machine learning applications for online quality monitoring in additive manufacturing
Sensor type Monitoring target Data format Advantages Limitations
Visual Melt pool morphology, spatter, 2D images/video sequences Information-rich, intuitive, high Susceptible to intense light/glare
sensor surface defects, geometric deviations spatio-temporal resolution interference; large data volume
Thermal Melt pool and heat-affected zone 2D temperature field/ Directly records process thermal Accuracy affected by material
imaging temperature field, cooling rate, thermal images history; correlates with energy emissivity; difficult to directly
sensors thermal history input and phase transformations; reflect internal defects
sensitive to overheating
Acoustic Internal defects (porosity, cracks, 1D time-domain/ Sensitive to internal defects, low Signals susceptible to environmental
sensors micro-cracks), process stability frequency-domain signals/ cost, easy installation noise interference; feature extraction
acoustic emission signals is relatively complex
Spectral Plasma plume, elemental 1D spectral sequence Highly sensitive to internal Expensive equipment, specialized
sensors characteristics, internal physical physical changes in the molten data analysis
changes in molten pool pool; rich information content
Volume 1 Issue 4 (2025) 19 doi: 10.36922/ESAM025440031