
Page 51 - MSAM-1-2
P. 51
Materials Science in Additive Manufacturing Process study of DED steel matrix composites
all the DED samples. The optical micrographs using higher and affect the direction of heat flow, resulting in a vertical
magnifications are shown in Figure 4. temperature that encouraged columnar grains to grow .
[24]
Precipitates between 1 µm and 2 µm were identified At the interlayer zone, the microstructure morphology
to be TiB within the 316L stainless steel matrix, which is made of fine equiaxed grains that were formed during
2
can be a result of agglomeration of the particles. Further remelting when a subsequent layer is deposited on top of it.
magnifications also revealed finer precipitates that were The high cooling rates during the deposition of subsequent
smaller than 1 µm. These nanoinclusions are not pores layers result in equiaxed grain growth. It is well documented
and were identified by Saeidi et al. to be silicate-chromium that the difference solidification microstructure formed is
phases . Due to the low wettability of silicon with steel, due to the thermal gradients and cooling rate [23-25] .
[23]
it tends to separate from the melt pools during the DED Within each of the columnar and equiaxed grains,
process. It is also circular to reduce surface tension due to there exist complex and intricate sub-grains. These sub-
the high viscosity of the silicate melt. These nanoinclusions grains are not actual grains but were formed due to the
could also be TiB due to their similarity in size. The SEM segregation of the alloying molybdenum during the rapid
2
images of the polished and etched top and side surfaces solidification process . There is insufficient time for the
[23]
reveal the microstructure of DED 316L/TiB MMC as heavier molybdenum to dissolve into the matrix during
2
shown in Figure 5. solidification, leading to the enrichment of molybdenum
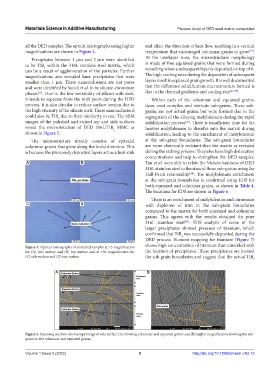
The microstructure mainly consists of epitaxial at the sub-grain boundaries. The sub-grain boundaries
columnar grains that grow along the build direction. This are more chemically resistant than the matrix as revealed
is because the previously deposited layers act as a heat sink during the etching process. They also have high dislocation
concentrations and help to strengthen the DED samples.
A B Tan et al. were able to relate the Vickers hardness of DED
316L stainless steel to the sizes of these sub-grains using the
[24]
Hall-Petch relationship . The molybdenum enrichment
at the sub-grain boundaries is confirmed using EDS for
both equiaxed and columnar grains, as shown in Table 4.
The locations for EDS are shown in Figure 6.
There is an enrichment of molybdenum and chromium
C D with depletion of iron in the sub-grain boundaries
compared to the matrix for both equiaxed and columnar
grains. This agrees with the results obtained for pure
316L stainless steel . EDS analysis of some of the
[24]
larger precipitates showed presence of titanium, which
confirmed that TiB was successfully deposited during the
2
DED process. Element mapping for titanium (Figure 7)
Figure 4. Optical micrographs of unetched samples at ×5 magnification shows high concentration of titanium that coincided with
for (A) side surface and (B) top surface and at ×50 magnification for the location of precipitates. These precipitates are located
(C) side surface and (D) top surface. the sub-grain boundaries and suggest that the actual TiB
2
A B
Figure 5. Scanning electron microscopy image of side surface (A) showing columnar and equiaxed grains and (B) higher magnification showing the sub-
grains in the columnar and equiaxed grains.
Volume 1 Issue 2 (2022) 5 http://doi.org/10.18063/msam.v1i2.13